
В производственном цикле металлоизделий по листообработке следующим этапом после раскроя является высокоточная гибка на станках с ЧПУ. Плоская заготовка, вырезанная на лазере, или заготовка с формовкой, полученная на координатно-пробивном прессе попадает на гибочный участок. Таким оборудованием является листогибочный пресс, работающий по технологии гибки в свободной точке. Поскольку мы говорим о рынке услуг, мы имеем в виду универсальное оборудование, подходящее как для больших серий малой номенклатуры, так и для опытных производств с большим количеством типо-размеров. Технологию штампования здесь рассматривать не целесообразно.
Производители оборудования
Среди производителей листогибочных прессов выделяются лидеры: TRUMPF(Германия) и Amada (Япония). На хорошем уровне работают европейские производители Bystronic, Prima Power, LVD. Широко распространены и турецкие производители Durma, Baikal, Ermaksan прочно занимающие средний сегмент соотношения цена-качество. Найти недорогой азиатский или даже российский пресс – задача вполне посильная.

Технология процесса гибки металла
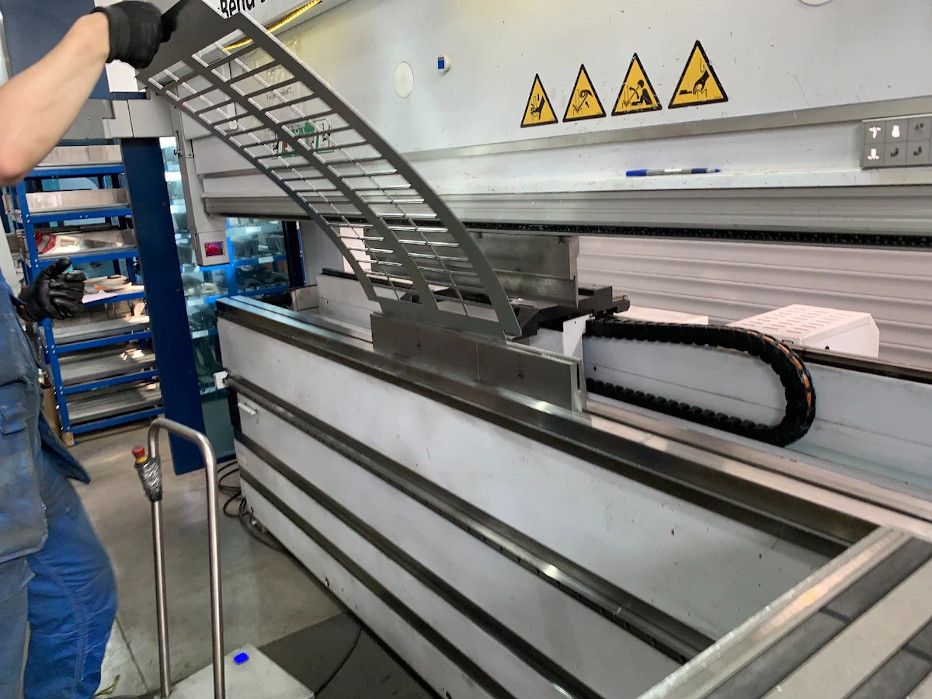
Листогибочный пресс представляет собой О-образную или С-образную станину. В верхней ее части с лицевой стороны находится подвижная балка, приводящаяся в движение гидравлическими или серво-электрическими моторами, располагающимися по краям балки. Непосредственно под балкой располагается рабочий стол, являющийся элементом станины. Для гибки используется инструмент: на нижнюю балки закрепляется пуансон, а на верхнюю часть рабочего стола – матрица. Оператор устанавливает заготовку на матрицу. Внутри пресса располагаются 2 упора, в которые оператор упирает заготовку для точного позиционирования. Упоры устанавливаются с высокой точностью в определенную позицию с помощью моторов от ЧПУ и/или вручную оператором. Затем по команде оператора (с помощью педали) балка пресса начинает движение вниз, пуансон погружается в матрицу на определенную глубину, придавая заготовке заранее запрограммированный в ЧПУ угол.
Специалисты на участок гибки листа
Программирование листогибочного пресса, как ни странно, является более тонкой задачей, чем, например, станка лазерного раскроя. Оператор гибочного станка должен обладать хорошим пространственным мышлением, так как зачастую является одновременно технологом и пишет программу сам для себя самостоятельно, в отличие от лазерного станка или координатно-пробивного пресса. Он сам исследует деталь, и с помощью специальных программ определяет последовательность гибов, подбирает и устанавливает инструмент.

Инструмент для оборудования по гибке листа
Инструмент, как сказано выше, состоит из матрицы (нижний инструмент) и пуансона (верхний инструмент). Инструмент обычно производится закаленного металла. Пуансоны и матрицы могут иметь самую разнообразную форму в зависимости от задачи. Весь инструмент разбит на различные сегменты по длине, таким образом, чтобы можно было установить его как на всю длину, так и в несколько «станций» с разными длинами и наименованиями. В деликатных случаях используется инструмент с пластиковыми вставками, чтобы на деталях, где важен внешний вид, не оставалось следов.

Физика процесса гибки листа
При программировании необходимо учитывать также утяжку материала, так как при гибке в свободно точке материал может (и будет) растягиваться. Если например в заготовке присутствуют отверстия, то они после гибки они могут оказаться не на своем месте. Утяжка – это характеристика материала, на нее влияет множество факторов начиная от стабильности химического состава и разнотолщинности на длине заготовки, до даже таких нюансов как производство гибки вдоль или поперек проката. Для каждой партии металла эта «калибровка» проходит заново.

Бомбирование (или компенсация прогиба балки) является также важнейшим компонентом пресса. При гибке на большой длине и/или с большим усилием упругость самой балки подвергается изменениям. Это связано с конструктивом прессов, так как моторы располагаются по краям балки, усилие на линию гиба передается неравномерно и в центральной части может возникать эффект «недогиба». Таким образом, возникает неравномерный угол по длине (недогиб посередине). В современных листогибочных прессах эта проблема решается благодаря специальному механизму, интегрированному в рабочий стол пресса, который создает противоположное усилие (снизу вверх) в центральной части, компенсируя упругую деформацию балки. Эта система обычно также работает от ЧПУ, однако, имеет и мануальную регулировку в некоторых моделях.
Упоры пресса, различаются не только по типу управления, но и по количеству степеней свободы. Наиболее распространен вариант регулировки упоров по 4-м осям. В этом варианте 2 упора располагаются на балке внутри пресса (не путать с балкой на станине). Сама балка имеет оси R(вертикальную), X(горизонтальную «от себя»). Упоры 1 и 2 в свою очередь двигаются по оси Z перпендикулярно Х в горизонтальной плоскости (Z1 и Z2 соответственно). Данная система позволяет решать 90% из встречающихся задач. В случае когда необходимо спозиционировать заготовку непараллельно линии гиба имеет место 5-освая система. В таком случае перечисленным выше осям добавляется ΔX – один из упоров, находящихся на балке, имеет собственный мотор, и движется также по Х относительно балки (горизонтально «от себя»). Предел степеней свободы – 6-осевая система. Она используется когда необходимо спозиционировать заготовку не только непараллельно линии гиба, но и в упоры на разной высоте. Здесь балка внутри пресса отсутствует, каждый из 2 упоров имеет собственный привод, свободно позиционирующий его в любой точке пространства: набор осей R1, X1, Z1, R2, X2, Z2. На системы с балкой (4-х и 5-ти осевые) возможна установка на балку 1 или 2 дополнительных упора только с мануальным позиционированием. Такой прием используется при гибке длинных деталей из тонкого материала, например 0.5-1.0 мм на длинах 3-4 м.

Соотношение усилия и длины пресса подбирается исходя из задач производства. Негласным стандартом являются прессы длиной 2,5-3 м и усилием 80-130 тонн. Они позволяют гнуть металл на всей своей длине толщиной порядка 4 мм, либо большие толщины на меньших длинах, например 10 мм на длине 200 мм. Прессы могут быть и длиной более Часто задается вопрос: какую максимальную толщину способен погнуть пресс? Для ответа на него следует обладать не только информацией о длине гиба, но и о том, матрица какого раскрытия будет использоваться, какова величина минимальной полки (если такое требование есть), каков радиус требуемого гиба. Только сочетание этих параметров определяет точную величину требуемого усилия. Определить его можно из технологических таблиц, которыми производитель сопровождает поставку.
Применение
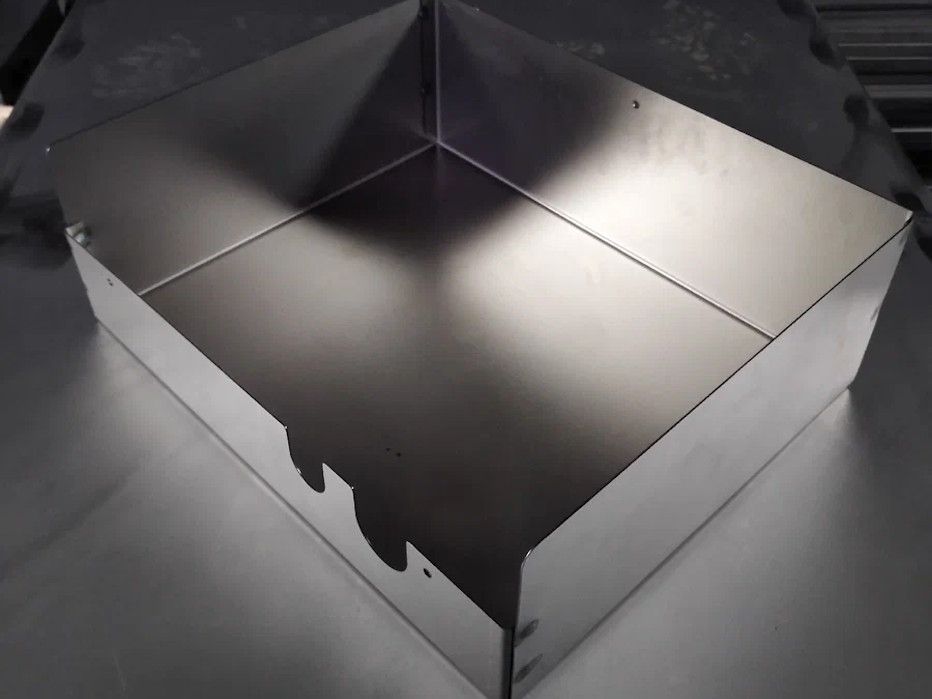
Заготовки, которые получаются после лазерной резке и гибке листа используются полуфабрикатами к роботизированной сварке и порошковой покраске как элементы для готовых металлоизделий. Сферы применения: авиастроение, автомобильное производство, дизайн и облицовка, дорожные службы, ЖКХ, инженерные сети, машиностроение, мебельное производство, медицина, ограждения, сельское хозяйство, энергетика и др.
