Обрабатываемые металлы
ТИТАН | НЕРЖАВЕЮЩАЯ СТАЛЬ | КОНСТРУКЦИОННАЯ СТАЛЬ | БРОНЕВАЯ СТАЛЬ | ОЦИНКОВАННАЯ СТАЛЬ | МЕДЬ | ЛАТУНЬ | АЛЮМИНИЙ | УГЛЕРОДИСТАЯ СТАЛЬ | БРОНЗА | НИЗКОУГЛЕРОДИСТАЯ СТАЛЬ | ДВУТАВРОВАЯ БАЛКА
Минимальный заказ от 50 000 руб без учета инструмента и металла
Лазерная резка швеллера — технологический процесс, основные этапы которого выполняются на специализированном оборудовании с числовым программным управлением. Продуманная конструкция заготовки в сочетании с качественным материалом ее изготовления и профессиональным подходом к обработке обеспечивают высокую точность исполнения готового изделия, его устойчивость к продолжительным механическим нагрузкам.
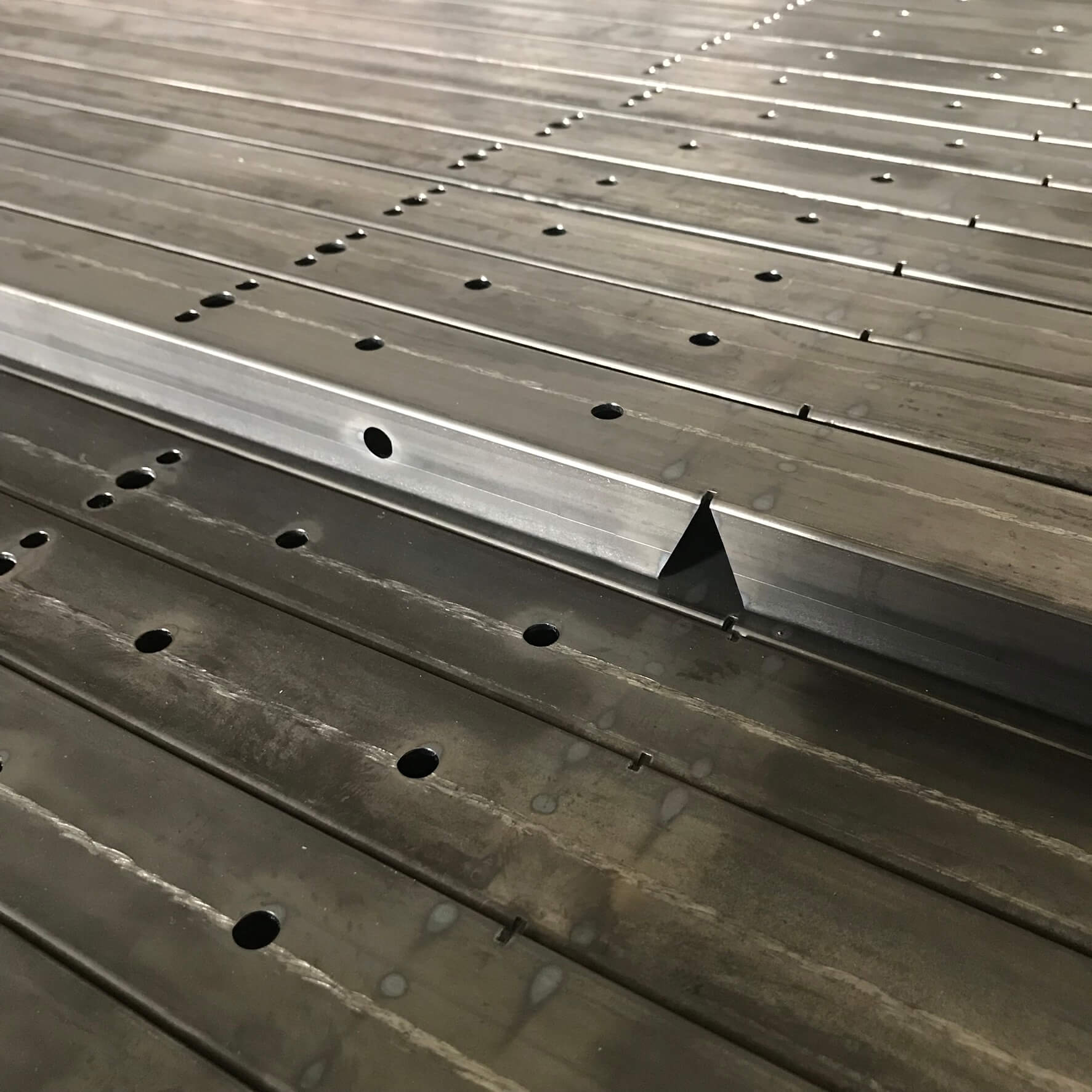
В производственном арсенале компании Profbau имеются установки, инструменты и приспособления для автоматизированной обработки швеллера с нуля. Оказываем услуги лазерной резки в Москве с гарантией ожидаемого результата. Выполняем работы любой сложности, в том числе с применением техники фигурного и декоративного реза. Итог всегда один — идеально ровные линии, чистые края без дополнительной обработки, точное соответствие требуемым размерам, сохранение функциональных и физических свойств продукта.
Окончательная стоимость работ зависит от нескольких факторов, в том числе от:
Актуальные расценки на резку швеллера лазером уточняйте у менеджеров «Профбау». Оставьте онлайн заявку на сайте прямо сейчас. Мы вам перезвоним!
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут








Выполнение лазерной резки на заказ производится в следующих случаях:






Современное оборудование для лазерной резки позволяет нашим специалистам работать с разными видами заготовок, отличающихся материалом, формой и диапазоном размеров.
По способу изготовления швеллеры бывают четырех видов:
Номер в начале маркировки швеллера указывает на расстояние между внешними гранями изделия, буквенные обозначения отражают конструктивные особенности его строения:
После размеров и характеристик указывают точность профилирования: обычную (В), повышенную (Б) или высокую (А). В конце маркировки прописывают гост, в соответствии с которым была произведена конкретная деталь. Например, швеллер 24Л-Б ГОСТ 8240-97 — изделие повышенной производственной точности, относящиеся к легкому типу проката с высотой стенок 24 см.
Резка металлического швеллера при помощи лазерного станка с ЧПУ выполняется под контролем специалистов. Профессиональное европейское оборудование рассчитано на высокоточную обработку разных марок стали без изменения структуры материала. Принимаем заказы на резку стальных и алюминиевых балок, а также изделий на основе титана. Формат швеллера значения не имеет, регулируемая мощность и настраиваемый режим работы лазерных установок способствуют выполнению чистого среза без наплывов и зазубрин независимо от толщины металла.
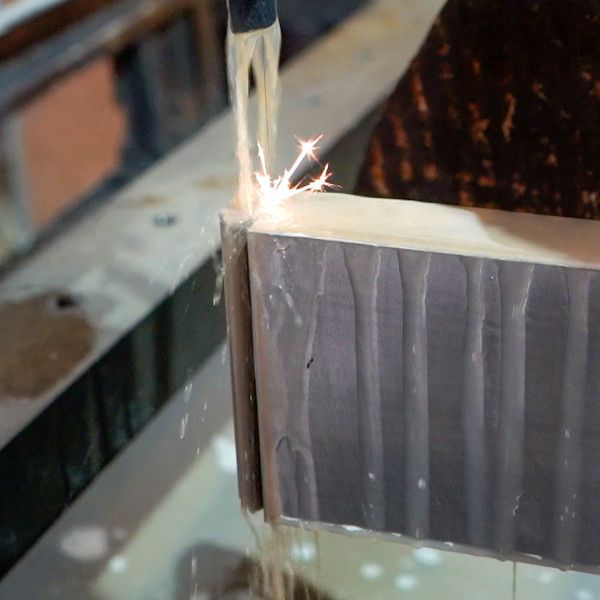
Метод лазерной резки швеллера основан на использовании непрерывного луча, сфокусированного в точке будущего раскроя. Плавное движение бесконтактной режущей оснастки по заданной оператором траектории обеспечивает равномерный рез путем быстрого нагревания и плавления металла в точке его соприкосновения с лазером. При этом в целом материал не подвергается серьезному механическому воздействию. Его поверхность сохраняет свои физические свойства и технические параметры. Отсутствует риск нежелательной деформации.
Для получения идеально чистого среза в месте теплового воздействия толщина заготовки должна быть небольшой. Для резки более основательных конструкций требуется применение вспомогательных веществ. Для этого используют азот, кислород, другие инертные газы. Струя сжатой воздушной смеси отсекает активные газы, не дает нагретым краям разреза вступать с ними в химические реакции.
Высокая точность позиционирования лазера в сочетании с его сконцентрированной непрерывной подачей гарантирует идеально ровный тонкий срез.
Регулируемая скорость движения режущей оснастки, настраиваемая в зависимости от плотности и твердости обрабатываемого материала, обеспечивает оптимальную производительность, минимизирует риск появления неустранимых дефектов.
Разрушительное воздействие тепла на полотно наблюдается только в месте соприкосновения лазерного луча с поверхностью, остальная часть заготовки остается холодной. В процессе обработки швеллер не деформируется, края среза получаются ровными и аккуратными.
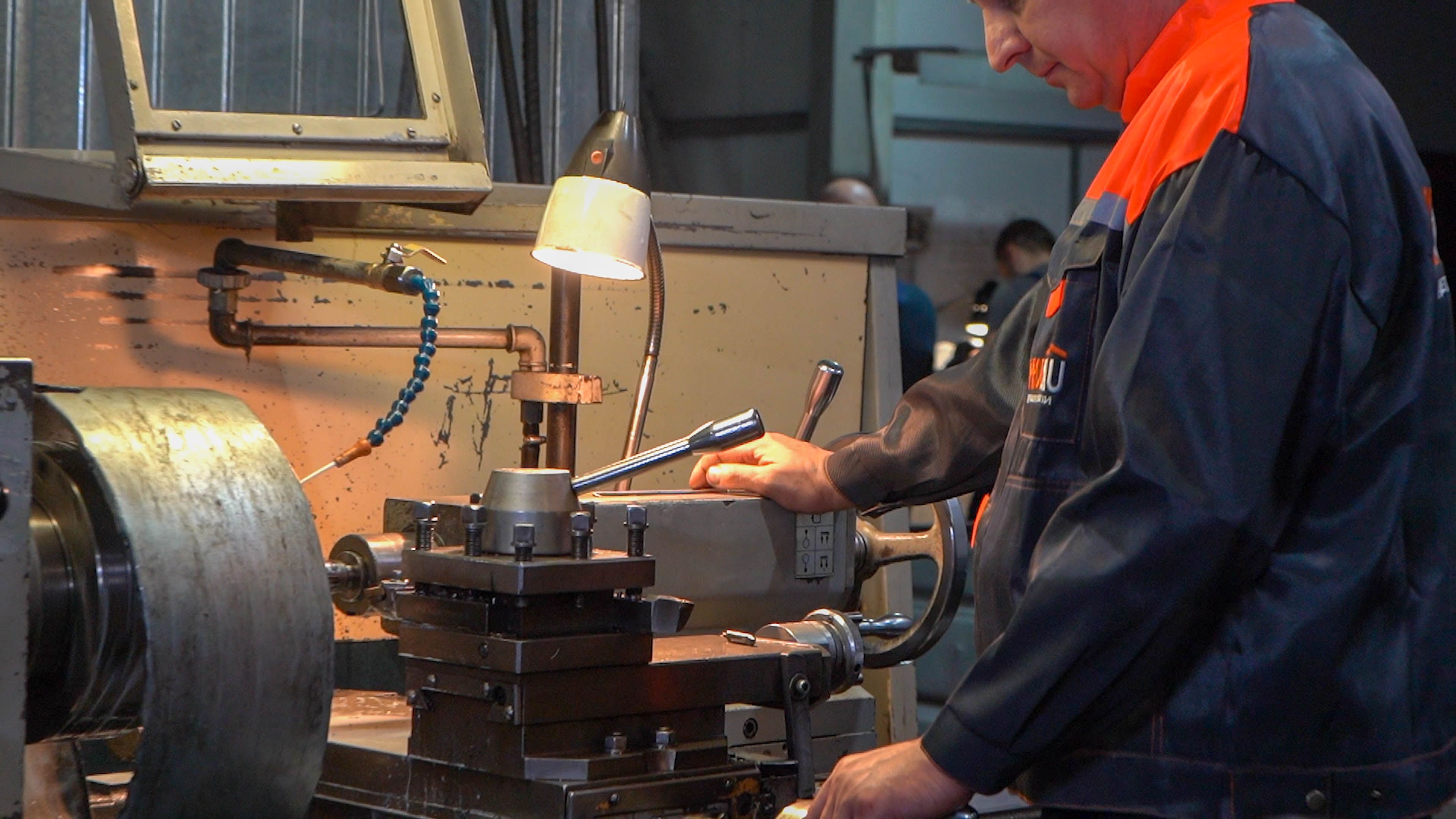
Основные мощности компании Profbau размещены на двух производственных площадках, оснащенных современными станками с ЧПУ. Расширенные возможности профессионального оборудования в сочетании с мастерством и опытом наших сотрудников позволяет брать в работу заказы любых объемов и сложности исполнения.
В зависимости от поставленных перед нами задач используем следующие типы установок:
Если после резки швеллера требуется его последующая гибка, с готовностью выполним все необходимые мероприятия на немецких гибочных станках TRUMPF TruBend с максимальным усилием пресса от 100 до 230 КН включительно.