
На первом этапе создания детали из листовой заготовки предстоит определиться какую технологию следует использовать для раскроя. Выбор как правило лежит между лазерным станком и координатно-пробивным прессом. Лазерная резка является более универсальным видом раскроя, отвечающим большинству встречающихся задач. С помощью лазера можно без дополнительных усилий и приспособлений получать детали любых контуров, воплощая практически любые фантазии конструктора и без труда получать как большие партии деталей, так и опытные образцы, однако, это все относится только к плоскости. Когда же возникает задача получить не самый сложный контур, но формообразование на нем – это диапазон применения вырубной технологии (пробивки).
Применение пробивки листового металла
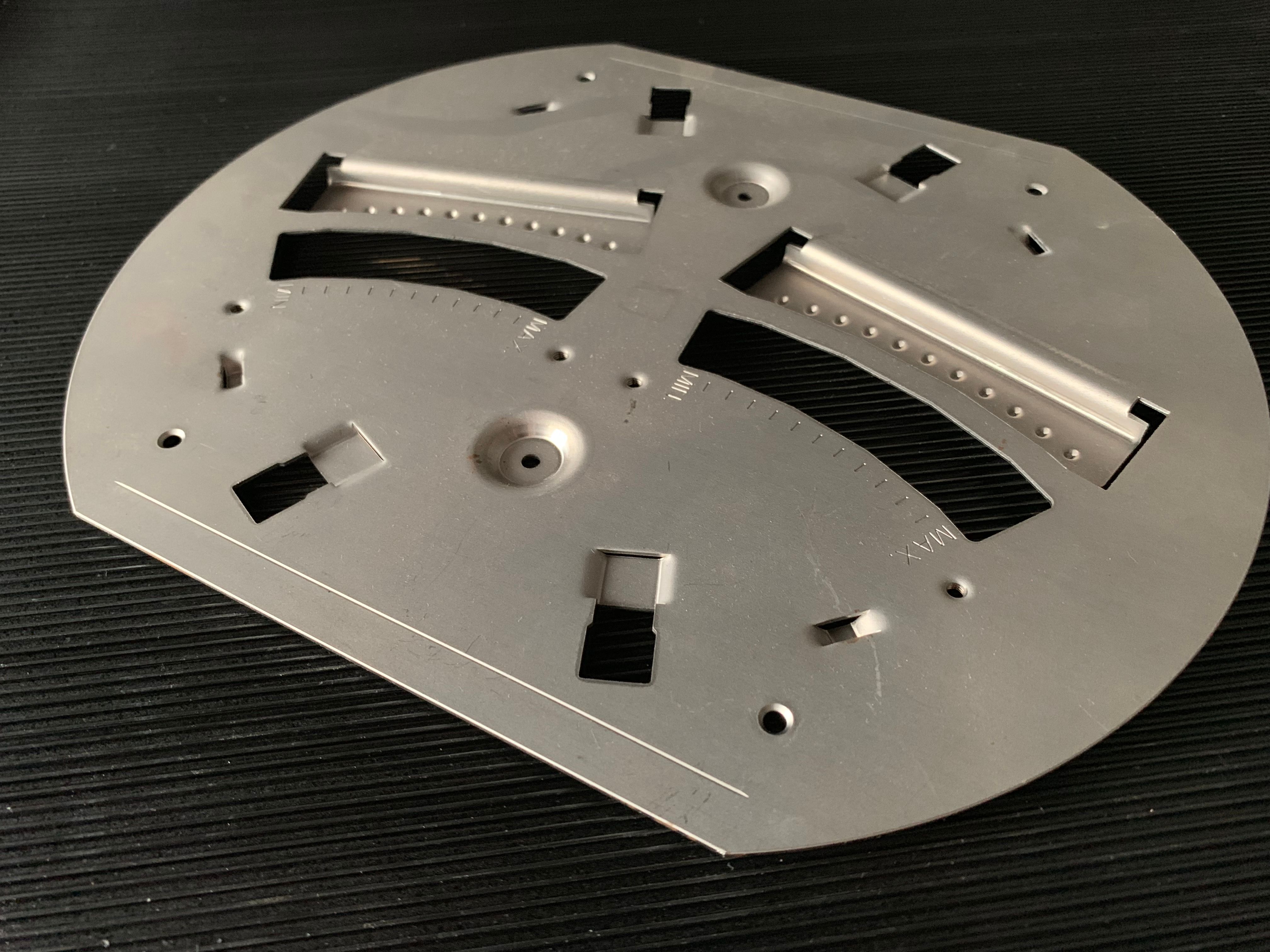
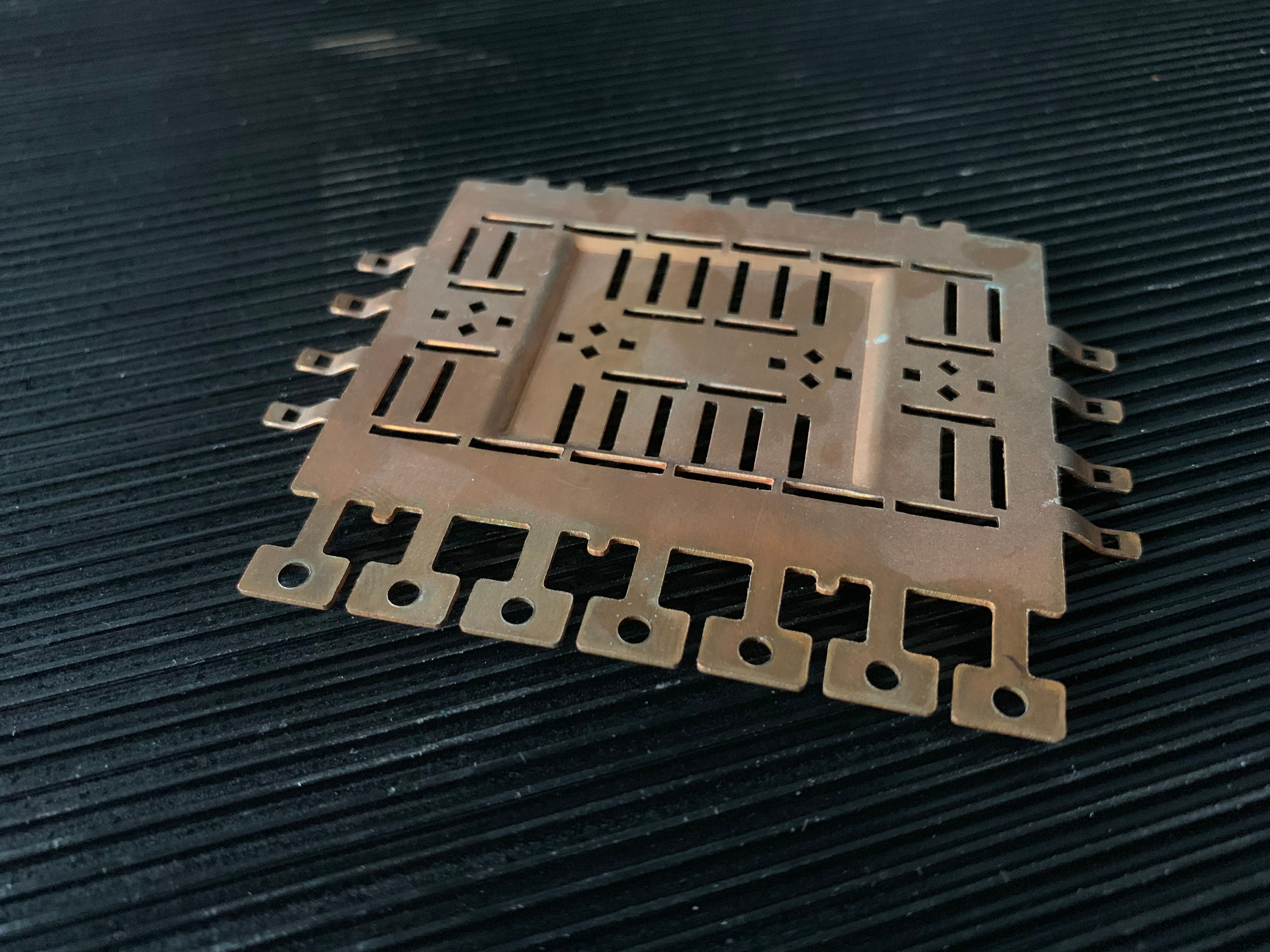
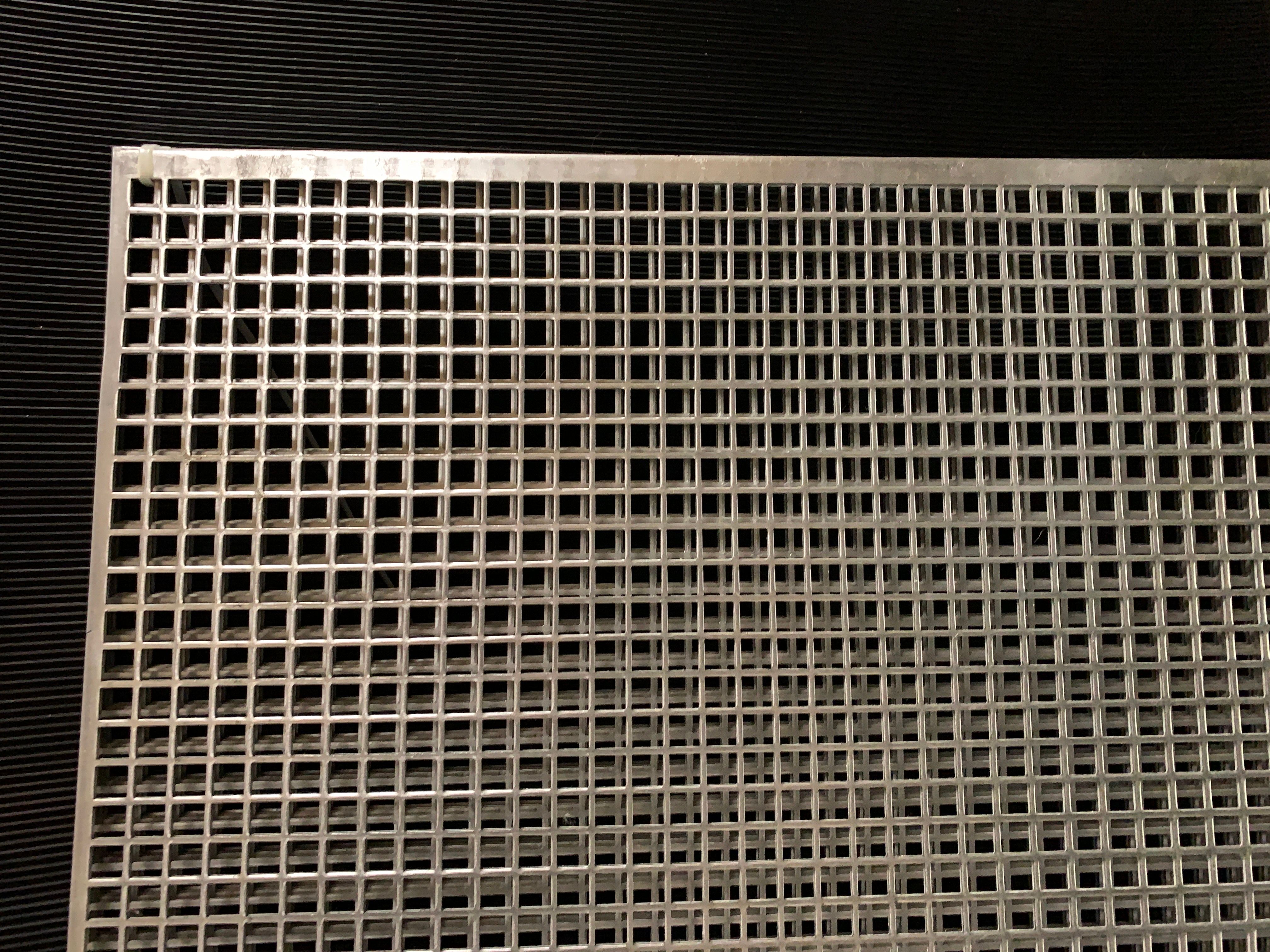
По формообразованию в данном случае понимаются такие элементы как пуклевка, формовка, резьба, накатка ребер жесткости, зенковка, зиговка, кернение (гравировка и маркировка), жалюзи, индивидуальные формообразования, вытяжка и многое другое. Хотя и современные координатно-пробивные прессы позволяют пробивать конструкционную сталь вплоть до 8 мм, качество раскроя и формовки на больших толщинах не всегда получается хорошим и стабильным, не говоря уже об огромном износе инструмента, поэтому применение данного метода раскроя характерно для производителей холодильного, вентиляционного оборудования, электрощитового оборудования и других отраслей где используется холоднокатаный металл до 3 мм, включая оцинкованный прокат, нержавеющая сталь до 2 мм, алюминий до 4 мм. Стоит отметить, что такое оборудование позволяет работать с некоторыми неметаллическими материалами: пластмассами, оргстеклом и т.п.
Особенности технологии координатной пробивки металла
Координатно-пробивной пресс представляет собой С-образную или О-образную станину, на высоте порядка 1 метра закреплен координатный стол, на котором располагают листовую заготовку. Сверху стола расположен рабочий механизм, приводящий в движение инструмент. Раскрой выполняется механическим образом, режущий инструментом является пуансон определенной формы, например, нож, если нужна отрезка по контуру, практически любая геометрическая фигура (круг, квадрат, ромб, овал, замочная скважина и многое другое) в зависимости от геометрии отверстия, которое нужно получить, разумеется с учетом прочностных характеристик материала, его толщины и близости других раскроев/формообразований по КД, ведь необходимо понимать, что при использовании данной технологии лишь порядка трети материала режется, а другие две трети – рвутся. На кромке реза всегда остаются характерные узоры, таким образом, опытный глаз всегда сможет отличить, какой тип раскроя (лазерный или пробивной) использовался при производстве данной детали.
В качестве ответной части инструмента используется матрица, она располагается в столе снизу под листом соосно пуансону. Между пуансоном и матрицей существует зазор, величина которого соответствует толщине материала, поэтому для каждого диапазона толщин необходим свой комплект инструмента, а точнее говоря, своя матрица, так как пуансон во всех случаях одинаковый. В рабочем механизме находится гидравлический или электромеханический привод, который толкает пуансон сверху вниз на пробой, и также обратно. В бюджетных прессах или прессах старых моделей для возвратного движения может использоваться пружина. Лист укладывается оператором на стол и упирается в упорный штифт для точности позиционирования. Вдоль длинной грани стола расположены прихваты, которые зажимают лист. Каждый прихват имеет свой привод, работающий синхронно с остальными, обеспечивая движение листа вдоль оси Х. По оси Y двигается сам стол. Таким образом, в зоне работы инструмента может оказаться практически любая точка листа. Встречаются редкие модели прессов с комбинированным приводом, где стол неподвижен, а по оси Yдвижется вырубная голова с рабочим механизмом.
Как было сказано выше, инструмент подвержен износу и время от времени его необходимо перетачивать во избежание его поломок и ухудшения качества деталей (брака). Это можно деталь и на обычном шлифовальном станке, но лучшее и удобнее использовать специальные приборы, которые как правило предлагаются отдельно солидными производителями. Следить за состоянием инструмента должен оператор во время каждой наладки. Программируется координатно-пробивной пресс аналогично лазеру, в качестве исходника используется тот же dxf файл или развертка из 3D модели. Программист-технолог, как правильно не один и тот же с оператором человек, с помощью софта производителя обрабатывает исходник, в результате чего рождается G-код для ЧПУ: последовательность перемещений по осям, ударов и смен инструмента. Исходя из этой информации составляется план наладки станка.

Используемое оборудование при вырубке металла
Практически все производители используют так называемую барабанную систему инструмента. Она представляет собой барабан, содержащий порядка 40-50 инструментальных станций как правило 4 типа-размеров: от 20 до 120 мм диаметром. В каждую из них может быть установлен соответствующий комплект инструмента пуансон-матрица. Несколько из этих станций (не более 5) могут быть «индексными»: иметь ось вращения. Остальные неподвижны относительно своей оси. Благодаря вращению самого барабана соответствующий пуансон оказывается под рабочих механизмом «бойком» и происходит удар. Всеми этими процессами управляет ЧПУ по G-коду. Один из лидирующих производителей TRUMPF пошел своим путем и запатентовал линейный магазин инструмента. У немцев голова единовременно работает только с одним комплектом пуансон-матрица, станции расположены вдоль стола на одной линии с прихватами. В процессе работы магазин автоматически подъезжает к голове и происходит быстрая смена инструмента. В таком магазине порядка 20 инструментальных станций, однако, все эти станции «индексные» - вращаются на 360 градусов механизмом головы.

Лидеры в этой отрасли все те же: TRUMPF (Германия), Amada (Япония), Prima Power (Италия), Salvagnini (Италия). Производители средней руки: Durma (Турция), Muratec (Япония), LVD (Бельгия), Schroeder и Euromac (Германия).
Как всегда, в деле бюджетные китайские машины. Отечественных производителей в данном сегменте не встречается.